Хагас дамжуулагч процессын тойм
Хагас дамжуулагч үйл явц нь үндсэндээ микрофабрикац, хальсны технологийг ашиглан янз бүрийн бүс нутаг дахь чип болон бусад элементүүдийг, тухайлбал субстрат, хүрээ зэрэг бүрэн холбоход оршино. Энэ нь хар тугалганы хавчааруудыг гаргаж авах, хуванцар тусгаарлагчаар бүрхэх ажлыг хөнгөвчлөх, гурван хэмжээст бүтэц хэлбэрээр харуулсан нэгдмэл цогцыг бүрдүүлэх, эцэст нь хагас дамжуулагч савлах процессыг дуусгах болно. Хагас дамжуулагч процессын тухай ойлголт нь хагас дамжуулагч чип савлагааны нарийн тодорхойлолттой холбоотой. Өргөн хүрээний үүднээс авч үзвэл энэ нь савлагааны инженерчлэлийг хэлдэг бөгөөд энэ нь субстраттай холбох, бэхлэх, холбогдох электрон төхөөрөмжийг тохируулах, хүчирхэг цогц гүйцэтгэлтэй иж бүрэн системийг бий болгох явдал юм.
Хагас дамжуулагч савлагааны процессын урсгал
Хагас дамжуулагч сав баглаа боодлын процесс нь 1-р зурагт үзүүлсэн олон даалгаврыг агуулдаг. Процесс бүр нь тодорхой шаардлага, нягт холбоотой ажлын урсгалтай байдаг тул практик үе шатанд нарийвчилсан дүн шинжилгээ хийх шаардлагатай болдог. Тодорхой агуулга нь дараах байдалтай байна.
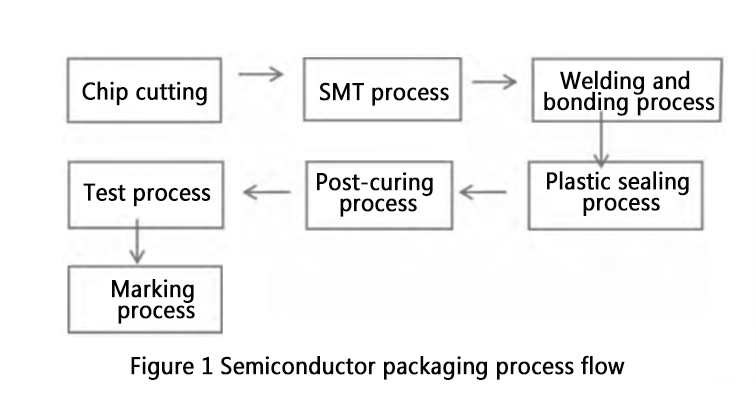
1. Чип зүсэх
Хагас дамжуулагч сав баглаа боодлын процесст чип зүсэх нь цахиурын ялтсуудыг бие даасан чипс болгон хэрчиж, дараагийн ажил, чанарын хяналтад саад учруулахаас урьдчилан сэргийлэхийн тулд цахиурын хог хаягдлыг нэн даруй зайлуулах явдал юм.
2. Чип суурилуулах
Чипийг угсрах процесс нь хэлхээний бүрэн бүтэн байдлыг байнга онцолж, хамгаалалтын хальсыг түрхэж, өрөмийг нунтаглах явцад хэлхээний эвдрэлээс зайлсхийхэд чиглэгддэг.
3. Утас холбох үйл явц
Утас холбох үйл явцын чанарыг хянах нь чипний холбох дэвсгэрийг хүрээний дэвсгэртэй холбохын тулд янз бүрийн төрлийн алтан утсыг ашиглах, чипийг гадаад хэлхээнд холбож, процессын бүрэн бүтэн байдлыг хангах явдал юм. Ихэвчлэн допингтой алтлаг утас, хайлштай алтны утас ашигладаг.
Холих алтны утас: Өндөр нуман (GS: >250 мкм), дунд-өндөр нуман (GW: 200-300 мкм) болон дунд-бага нуман (TS: 100-200) зэрэгт тохиромжтой GS, GW, TS зэрэг төрлүүд багтана. μм) холбоход тус тус .
Хайлштай алтны утас: AG2 ба AG3 төрлийн утаснууд нь бага нуман (70-100 мкм) холбоход тохиромжтой.
Эдгээр утаснуудын диаметрийн сонголтууд нь 0.013 мм-ээс 0.070 мм-ийн хооронд хэлбэлздэг. Ашиглалтын шаардлага, стандартын дагуу тохирох төрөл, диаметрийг сонгох нь чанарын хяналтад маш чухал юм.
4. Хэвлэх үйл явц
Хэвний элементүүдийн үндсэн хэлхээ нь капсулжуулалтыг агуулдаг. Хэвний үйл явцын чанарыг хянах нь эд ангиудыг, ялангуяа янз бүрийн зэргийн гэмтэл учруулах гадны хүчнээс хамгаалдаг. Үүнд бүрэлдэхүүн хэсгүүдийн физик шинж чанарыг нарийвчлан шинжлэх шаардлагатай.
Одоогоор керамик савлагаа, хуванцар савлагаа, уламжлалт савлагаа гэсэн гурван үндсэн аргыг хэрэглэж байна. Сав баглаа боодлын төрөл бүрийн эзлэх хувийг удирдах нь чип үйлдвэрлэлийн дэлхийн эрэлт хэрэгцээг хангахад маш чухал юм. Процессын явцад эпокси давирхайгаар бүрхэхээс өмнө чип, тугалган хүрээг урьдчилан халаах, хэвлэх, хөгцний дараах хатууруулах зэрэг цогц ур чадвар шаардагдана.
5. Эдгэрэлтийн дараах үйл явц
Хэвлэх процессын дараа хатуурсны дараах боловсруулалт хийх шаардлагатай бөгөөд процесс эсвэл багцын эргэн тойронд байгаа илүүдэл материалыг арилгахад анхаарлаа хандуулдаг. Процессын ерөнхий чанар, гадаад төрх байдалд нөлөөлөхгүйн тулд чанарын хяналт зайлшгүй шаардлагатай.
6. Туршилтын үйл явц
Өмнөх процессууд дууссаны дараа процессын ерөнхий чанарыг дэвшилтэт туршилтын технологи, тоног төхөөрөмж ашиглан шалгах ёстой. Энэ алхам нь гүйцэтгэлийн түвшинд үндэслэн чип хэвийн ажиллаж байгаа эсэхийг анхаарч, өгөгдлийг нарийвчлан бүртгэх явдал юм. Туршилтын тоног төхөөрөмжийн өртөг өндөр байгаа тул үйлдвэрлэлийн үе шатанд харааны хяналт, цахилгааны гүйцэтгэлийн туршилт зэрэг чанарын хяналтыг хадгалах нь чухал юм.
Цахилгааны гүйцэтгэлийн туршилт: Энэ нь автомат туршилтын төхөөрөмж ашиглан нэгдсэн хэлхээг турших, хэлхээ бүрийг цахилгааны туршилтанд зөв холбосон эсэхийг шалгах явдал юм.
Харааны үзлэг: Техникчид микроскоп ашиглан бэлэн савласан чипсийг согоггүй, хагас дамжуулагч савлагааны чанарын стандартад нийцэж байгаа эсэхийг сайтар шалгадаг.
7. Тэмдэглэгээ хийх үйл явц
Тэмдэглэгээний үйл явц нь шалгасан чипсийг эцсийн боловсруулалт, чанарын хяналт, савлагаа, тээвэрлэлтэнд зориулж хагас боловсруулсан агуулахад шилжүүлэх явдал юм. Энэ үйл явц нь гурван үндсэн үе шатыг агуулна.
1)Цахилгаан бүрэх: Утаснуудыг үүсгэсний дараа исэлдэлт, зэврэлтээс урьдчилан сэргийлэхийн тулд зэврэлтээс хамгаалах материалыг хэрэглэнэ. Ихэнх хар тугалга нь цагаан тугалгааар хийгдсэн байдаг тул цахилгаанаар бүрэх хуримтлуулах технологийг ихэвчлэн ашигладаг.
2) Гулзайлгах: Боловсруулсан утсыг хэлбэржүүлж, нэгдсэн хэлхээний туузыг тугалга үүсгэх хэрэгсэлд байрлуулж, тугалганы хэлбэр (J эсвэл L төрөл) болон гадаргуу дээр суурилуулсан савлагааг хянадаг.
3) Лазер хэвлэх: Эцэст нь, үүссэн бүтээгдэхүүнийг 3-р зурагт үзүүлсэн шиг хагас дамжуулагч сав баглаа боодлын тусгай тэмдэг болох загвараар хэвлэнэ.
Сорилт ба зөвлөмжүүд
Хагас дамжуулагч сав баглаа боодлын процессыг судлах нь түүний зарчмуудыг ойлгохын тулд хагас дамжуулагчийн технологийн тоймоос эхэлдэг. Дараа нь сав баглаа боодлын үйл явцын урсгалыг судлах нь ердийн асуудлаас зайлсхийхийн тулд боловсронгуй менежментийг ашиглан үйл ажиллагааны явцад нарийн хяналтыг хангах зорилготой юм. Орчин үеийн хөгжлийн нөхцөлд хагас дамжуулагч сав баглаа боодлын процесст тулгарч буй бэрхшээлийг тодорхойлох нь чухал юм. Үйл явцын чанарыг үр дүнтэй сайжруулахын тулд гол цэгүүдийг сайтар эзэмшиж, чанарын хяналтын тал дээр анхаарлаа хандуулахыг зөвлөж байна.
Чанарын хяналтын үүднээс дүн шинжилгээ хийх юм бол хэрэгжилтийн явцад тодорхой агуулга, шаардлага бүхий олон процессууд бие биендээ нөлөөлдөг тул ихээхэн бэрхшээл тулгардаг. Практик үйл ажиллагааны явцад хатуу хяналт шаардлагатай. Ажлын нямбай хандлага, дэвшилтэт технологийг ашигласнаар хагас дамжуулагч сав баглаа боодлын үйл явцын чанар, техникийн түвшинг дээшлүүлж, иж бүрэн хэрэглээний үр нөлөөг баталгаажуулж, ерөнхий үр өгөөжийг хүртэх боломжтой. (Зураг 3-т үзүүлсэн шиг).
Шуудангийн цаг: 2024 оны 5-р сарын 22-ны хооронд